-

西安匠恒机械模具有限公司
主营:西安数控加工,西安模具加工,西安CNC加工

西安匠恒机械模具有限公司
主营:西安数控加工,西安模具加工,西安CNC加工 8
8

加工工艺流程安排
1、底面加工,加工量保证;
2、铸件毛坯基准找正,2D、3D型面余量检查;
3、2D、3D型面粗加工,非安装非工作平面加工(包括安全平台面、缓冲器安装面、压板平面、侧基准面);
4、半精加工前,侧基准面的找正确保精度;
5、半精加工2D、3D型面,精加工各类安装工作面(包括限位块安装面及接触面、镶块安装面及靠背面、冲头安装面、废料切刀安装面及靠背面、弹簧安装面及接触面、各类行程限制工作面、斜楔安装面及靠背面),半精加工各类导向面、导向孔,留余量精加工工艺基准孔及高度基准面,并记录数据;
6、检验复查加工精度;
7、钳工镶作工序;
8、精加工前,工艺基准孔基准面找正,镶块余量检查;
9、精加工型面2D、3D,侧冲型面及孔位,精加工工艺基准孔及高度基准,精加工导向面及导向孔;
10、检验复查加工精度。
1.良好的导热性 在注塑成型时,良好的模温控制对塑料件质量影响较大,特别是在加工半结晶性热塑料件时更显重要。通常,铜合金比铜合钢导热性要好的多,但是它的弹性模量,硬度和耐用度较低。钢材的导热性不足可用冷却系统来补偿。
2.良好的尺寸稳定性 注塑模在成型操作时,模具行腔的温度要达到300度以上,温差这么大,易使行腔结构发生微观变化,从而赵成模具尺寸变化,使得塑料件尺寸不稳定。
3.抛光性能好 模具行腔内壁要求很高,粗糙度非常小,以适应塑料表面良好光泽度的要求,对此,对模腔一般要进行抛光处理,表面越亮越好,为此,要求模具材料易于抛光,所以选用的材料不应该有杂质和气孔等缺陷。
匠恒机械模具有限公司是从事模具加工,产品零件,治具开发和加工的实体企业,本公司位于市三桥蔺高村工业园南区西路,是主要以CNC数控加工中心为主要的设备的外协加工厂,公司现有CNC4台,其中三台CNC加工中心和一台高速雕铣机,设备均可以保证在0.01之内,完全可以符合客户提出的公差要求,我公司主要致力于各类零件治具的设计及加工,主要加工塑胶模具CNC加工,压铸模具CNC加工,五金模具CNC加工,橡胶模具CNC加工,夹具.治具.检具.铝合金手板.喷涂工装治具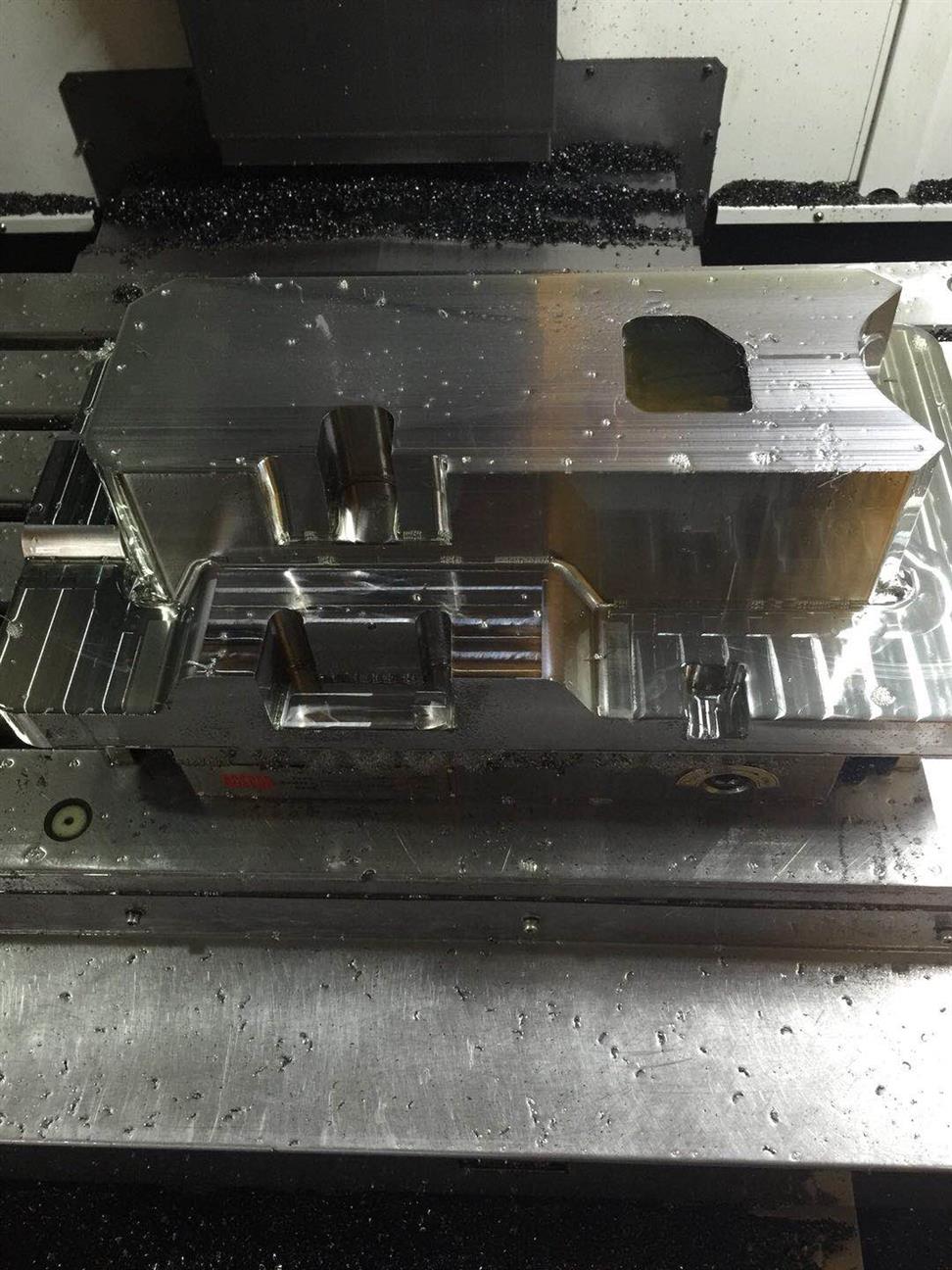
加工流程
加工工艺流程安排
1、底面加工,加工量保证;
2、铸件毛坯基准找正,2D、3D型面余量检查;
3、2D、3D型面粗加工,非安装非工作平面加工(包括安全平台面、缓冲器安装面、压板平面、侧基准面);
4、半精加工前,侧基准面的找正确保精度;
5、半精加工2D、3D型面,精加工各类安装工作面(包括限位块安装面及接触面、镶块安装面及靠背面、冲头安装面、废料切刀安装面及靠背面、弹簧安装面及接触面、各类行程限制工作面、斜楔安装面及靠背面),半精加工各类导向面、导向孔,留余量精加工工艺基准孔及高度基准面,并记录数据;
6、检验复查加工精度;
7、钳工镶作工序;
8、精加工前,工艺基准孔基准面找正,镶块余量检查;
9、精加工型面2D、3D,侧冲型面及孔位,精加工工艺基准孔及高度基准,精加工导向面及导向孔;
10、检验复查加工精度。
注意事项
1、工艺编制简明、表达详细,加工内容尽量数值化表达;
2、加工重点难点处,工艺要特别强调;
3、需要组合加工处,工艺表达清楚;
4、镶块需单加工时,注意加工精度的工艺要求注明;
5、组合加工后,需单加工的镶块零件,组合加工时工艺安装单加工的基准要求;
6. 模具加工中弹簧是容易损坏的,所以要选择疲劳寿命长的模具弹簧。制造的模具弹簧疲劳寿命长,*品牌有Raymond模具弹簧。
http://jiangheng0.b2b168.com
欢迎来到西安匠恒机械模具有限公司网站, 具体地址是陕西省咸阳市陕西咸阳秦都区西咸世纪大道东段沣东北路3号,老板是余庆。
主要经营西安数控加工,西安模具加工,西安CNC加工,西安产品零件加工,西安加工中心,西安精密机械加工,龙门加工中心。
单位注册资金单位注册资金人民币 100 万元以下。
我们公司在加工业内一直都是*,业绩好,主营的西安数控加工,西安模具加工,西安CNC加工等都经过了专业机构的认证和众多客户的**,真正的值得信赖!